



Manutenzione dei generatori di vapore elettrici
Periodicità, scopo e risultati

Per il corretto funzionamento dei generatori di vapore elettrici alimentati ad acqua dura di rete, siano essi produttori di vapore per l'alimentazione di un impianto centralizzato, siano generatori di vapore incorporati al servizio di un tavolo da stiro, deve essere prevista una manutenzione periodica.
La manutenzione periodica di un generatore di vapore consiste nella pulizia interna del corpo caldaia, il controllo e la pulizia dei condotti di collegamento delle apparecchiature di controllo e regolazione, la pulizia o sostituzione del condotto di adduzione dell'acqua, la verifica dei dispositivi di funzionamento e sicurezza e la manutenzione della tenuta idraulica delle flange.
La frequenza con cui eseguire le manutenzioni deve essere stabilita caso per caso in funzione di molti fattori, tra i quali i più importanti sono:
- Dimensionamento dell'impianto (lt di volume del produttore/Potenza installata)
- Durezza dell'acqua
- Consumo medio dell'impianto (Kg/hr di vapore)
- Reintegro di acqua dura (nel caso di vasche di recupero acqua del reintegro livello e acqua di raffreddamento diretto)
- Pressione di esercizio
- Ore di esercizio continuo giornaliero
- Periodicità degli scarichi caldaia (come manutenzione ordinaria)
Una corretta esecuzione della manutenzione del generatore ne prolunga la vita utile, consentendo contemporaneamente minori consumi e migliori prestazioni oltrechè ridurre drasticamente i guasti ed i conseguenti fermi dell'impianto.
Questo fascicolo illustra le fasi di una di queste manutenzioni periodiche volendo individuarne le azioni e approfondendone i dettagli importanti delle operazioni.
Eseguire manutenzioni frettolose o trascurarne i dettagli penalizza il risultato finale, riduce la sicurezza di funzionamento, senza peraltro costituire un netto risparmio economico.
Disconnessione e messa in sicurezza

Prima di iniziare qualsiasi tipo di intervento o accingersi allo smontaggio di pannelli o protezioni di qualsiasi macchina o apparecchiatura elettrica come nel nostro caso del generatore di vapore è necessario disconnetterlo dall'impianto elettrico e idraulico (o dalla vasca di recupero condense se presente); inoltre è necessario provvedere a scaricare tutta l'acqua contenuta nel corpo caldaia (attraverso l'apposito rubinetto di scarico).
Prima di qualsiasi operazione di smontaggio è necessario assicurarsi che la pressione dell'impianto sia nulla.
Nel caso l'impianto sia stato appena fermato è preferibile attendere il suo raffreddamento prima di eseguire la manutenzione piuttosto che dotarsi di protezioni personali per operare ad impianto caldo.
Smontaggio delle flange e pulizia del corpo caldaia

Dopo aver rimosso i pannelli, si procede disconnettendo i terminali elettrici delle resistenze che possono essere a vite o a faston e le connessioni del controllo di livello (elettronico oppure a galleggiante).
Segue lo smontaggio delle viti di serraggio della/delle flange di resistenza ed eventualmente del galleggiante, procedendo poi con l'apertura del corpo caldaia ed alla rimozione manuale dei depositi di calcare accumulati sul fondo e sulle resistenze.
Pulizia delle connessioni al corpo caldaia

Dopo aver rimosso i depositi calcarei è necessario procedere ad una verifica accurata di tutti i passaggi delle connessioni degli accessori:
- Livello visivo
- Pressostato
- Manometro
- Imbarco acqua
- Scarico caldaia
- Valvola di sicurezza
Questa operazione deve essere condotta con la massima scrupolosità, con l'ausilio di uno specchio o di una telecamera di ispezione; quando il controllo visivo non è possibile a causa della conformazione degli allacciamenti è sempre necessario procedere allo smontaggio dei raccordi.
E' fondamentale verificare il condotto di allacciamento della valvola di sicurezza poichè se anche solo parzialmente ostruito potrebbe determinare una riduzione significativa della portata di scarico della valvola stessa (che ricordiamo deve essere superiore alla produzione del generatore) determinando una condizione pericolosa. Inoltre eventuali depositi non incrostati presenti nel condotto della valvola di sicurezza, in caso di intervento d'apertura della stessa, finirebbero nella sede d'otturatore della valvola a causa della spinta dovuta al vapore in uscita potendo provocare una riduzione dell'efficienza della valvola e la mancata tenuta all'atto della sua chiusura.
Per questo quando la valvola di sicurezza è raccordata al corpo caldaia con gomiti e tratti di tubazione orizzontale è sempre indispensabile eseguirne lo smontaggio e provvedere alla pulizia del tratto di raccordo.
Di analoga importanza tutte le altre connessioni e la verifica dell'efficienza di drenaggio dello scarico caldaia, sopratutto quando questo è collocato nella parte inferiore del corpo caldaia e connesso attraverso un gomito al tubo di evacuazione.
Pulizia dei tubi di collegamento

I tubi di collegamento tra caldaia e pressostato/manometro sono spesso dotati di un ricciolo che ha la funzione di sifone, infatti riempiendosi di acqua impedisce al vapore di raggiungere gli accessori di regolazione e controllo danneggiandoli.
I tubi devono sempre essere verificati attraverso un passaggio di acqua poichè solo in questo modo è possibile verificare un eventuale perdita di carico dovuta ad un accumulo di depositi (generalmente sabbiosi) all'interno del sifone. Una verifica con aria compressa non sarebbe attendibile.
L'importanza di questo controllo è fondamentale per garantire che la regolazione della pressione avvenga senza ritardi intempestivi dovuti alle ostruzioni presenti nella tubazione.
Il tubo di connessione tra pompa di carico e caldaia, se pur anch'esso spesso è dotato di ricciolo di ammortizzazione, non soffre di questo problema, presenta tuttavia spesso l'ostruzione parziale o quasi completa dell'estremità di allacciamento in caldaia dovuta alla vaporizzazione istantanea della prima frazione d'acqua introdotta in caldaia ad ogni chiamata di rabbocco. L'acqua infatti pressurizzata nel tubo dalla pompa rimane liquida nella tubazione grazie alla più bassa temperatura ed alla maggior pressione indotta dalla perdita di carico del tubo, non appena giunge in caldaia provoca un'immediata depressione dinamica nella zona di immissione che combinata con l'espansione in uscita dal tubo di carico dà luogo all'evaporazione istantanea dell'acqua immessa.
I depositi calcarei che si accumulano alla connessione di imbarco acqua sono generalmente molto duri e di difficile rimozione, spesso il tubo risulta compromesso dai depositi per una lunghezza difficilmente raggiungibile con mezzi meccanici. Le operazioni di pulizia con acidi sono generalmente lunghe e non sempre risolutive (dipende dalla qualità dell'acido e dalla tipologia del deposito calcareo); Spesso risulta conveniente e più affidabile procedere alla sostituzione della tubazione di collegamento e dei raccordi di allacciamento in caldaia.
Pulizia del controllo di livello

Procediamo con la pulizia delle sonde di controllo del livello acqua (se caldaia dotata di controllo elettronico). Entrambe le sonde (Polo e massa) devono essere accuratamente pulite attraverso la rimozione delle incrostazioni com mezzi abrasivi in modo da ripristinare i valori di conduttività dell'acciaio. Uno stato di ossido infatti potrebbe falsare la lettura della centralina e provocare il maggior riempimento della caldaia con conseguenti trascinamenti di acqua nel vapore servito.
Nel caso la caldaia sia dotata di un controllo di livello a galleggiante è necessario provvedere alla pulizia della sfera, alla verifica del peso della sfera (una sfera forata imbarca acqua e affonda) ed alla verifica della fluidità di funzionamento del leverismo; questa andrà sucessivamente riverificata a caldaia calda dopo l'accensione.
Questo è anche il momento di verificare il filtro di ingresso acqua prima della pompa e la tenuta della elettrovalvola di intercettazione; aprendo l'alimentazione acqua è possibile verificare che non avvenga arrivo d'acqua in caldaia evidenziando trafilamenti della tenuta della valvola stessa.
Verifica della valvola di sovrapressione

La sicurezza del generatore di vapore è affidata alla valvola di sovrapressione, o valvola di sicurezza.
La regolazione della pressione è affidata al pressostato che interviene spegnendo le resistenze al raggiungimento della massima pressione di lavoro e reinserendole al suo abbassamento. In caso di guasto del pressostato, se la sua inserzione dovesse rimanere comandata la pressione salirebbe fino al cedimento meccanico di una flangia o di un organo o del corpo caldaia stesso provocando gravi danni e potendo innescari seri rischi alle persone.
La valvola di sicurezza ha lo scopo di impedire che si verifichi questa situazione. Al raggiungimento della pressione di progetto deve aprirsi e scaricare all'esterno la pressione dell'apparecchiatura impedendo il cedimento meccanico.
La valvola di sicurezza è dotata di una molla regolabile, la pressione di taratura deve essere pari alla pressione di progetto come previsto dalla direttiva PED sulle apparecchiature in pressione, e deve quindi essere dotata di certificato di taratura e sigillo sulla regolazione.
Se la valvola di sicurezza non è dotata di certificato, se la pressione di taratura eccede la pressione di progetto del recipiente, se è stato manomesso il sigillo di regolazione oppure la valvola è evidentemente logorata deve essere sostituita con una idonea per l'applicazione.
Riepilogando la valvola di sicurezza deve avere le seguenti caratteristiche:
- Un coefficiente di scarico idoneo a scaricare l'intera produzione di vapore del generatore.
- Una taratura non superiore alla pressione di progetto del generatore.
- Una connessione compatibile con l'allacciamento di caldaia senza che si introducano delle riduzioni di passaggio impreviste.
- Un certificato di taratura ove siano riportate le caratteristiche della valvola, la pressione di taratura e la matricola univoca.
- Un sigillo a protezione della manomissione degli organi di regolazione.
Pulizia delle flange

Si passa alla pulizia delle flange delle resistenze ed eventualmente del galleggiante. La pulizia deve essere accurata, tutti i residui di vecchie guarnizioni devono essere rimossi e le superfici di tenuta spazzolate a mano o a macchina.
Eventuali irregolarità dovuti ad erosione devono essere accuratamente valutate. Se l'erosione si è compiuta sulla faccia della flangia rimovibile potrebbe essere vantaggioso procedere alla sostituzione della flangia oppure alla programmazione della sua sostituzione al sucessivo intervento manutentivo.
Irregolarità profonde sulle facce della flangia fissa del corpo caldaia potrebbero richiedere interventi altamente professionali per il recupero della superficie di tenuta. Difficilmente stucchi metallici e affini riescono a risolvere i problemi legati ad una tenuta in pressione ad alta temperatura.
Montaggio delle guarnizioni

A flange pulite si procede al montaggio della guarnizione di tenuta.
Noi suggeriamo l'utilizzo di teflon autoadesivo 7x2,5. Siamo stati infatti i primi in assoluto ad adottare questa soluzione in sede di manutenzione e sucessivamente molti costruttori ci hanno seguito in questa scelta già come primo equipaggiamento.
Spesso viene utilizzata una guarnizione di misura superiore, la nostra opinione è contraria in quanto questo tipo di guarnizione rende la massima prestazione se compressa fino a diventare un film plastico e compatto; guarnizioni grandi richiedono compressioni delle flange superiori, possibili solo quando la bulloneria è adeguatamente dimensionata.
Anche i giri attorno ai filetti delle viti di serraggio sono sconsigliati, eventuali perdite nell'anello non sono rilevabili mentre si consuma la corrosione della vite.
Un solo giro di guarnizione ben aderente al bordo interno della flangia, se correttamente applicato con superfici pulite, permette una tenuta idraulica perfetta.
Preparazione degli elementi di collegamento

Al fine di proteggere le parti filettate, facilitare il serraggio e sopratutto agevolare i futuri smontaggi, gli elementi di collegamento delle flange (Viti o prigionieri) devono essere rivestiti con una pasta antigrippante resistente alle temperature di esercizio del generatore 150/180 °C a seconda della pressione di lavoro.
La pasta impedisce il grippaggio tra metalli dovuto all'attrito di serraggio, inoltre protegge le superfici dei filetti dalla formazione di ossidi che possono determinare l'impossibilità di smontare successivamente il giunto.
Un bullone che si rompe durante lo smontaggio provoca un grave problema la cui risoluzione richiede tempo e perizia. Meglio prevenire investendo pochi minuti dedicandosi alla protezione dell'elemento filettato.
Viti corrose la cui sezione resistente è compromessa devono essere sostituite.
Serraggio delle flange

Dopo aver puntato a mano tutti gli elementi filettati si procede al loro accostamento. L'accostamento deve essere eseguito a bassa velocità e secondo uno schema incrociato per favorire l'uniformità di appoggio della/e flangia/e.
Il serraggio degli elementi filettati deve essere portato a termine con l'ausilio di una chiave dinamometrica regolata in modo opportuno.
L'elemento filettato infatti si comporta meccanicamente come fosse una molla elastica e necessità di un precarico che oltre a provocarne l'allungamento elastico permette la corretta compressione della flangia affinchè ne sia garantita la tenuta una volta sollecitata dalla pressione interna. La spinta è infatti proporzionale alla pressione interna ed al quadrato della dimensione della flangia; se l'elemento filettato non fosse correttamente precaricato, sotto la spinta della pressione subirebbe un ulteriore allungamento con conseguente allontanamento delle flange e perdita della tenuta idraulica.
Per contro un eccessivo serraggio dell'elemento filettato potrebbe provocare il superamento del limite elastico del materiale della vite determinandone una deformazione plastica irreversibile. Una vite che ha subito una deformazione plastica (allungamento) è riconoscibile dal modificato passo di una parte del profilo filettato oppure dal restringimento di una zona non filettata. Un elemento deformato non possiede più le caretteristiche di resistenza originarie e deve essere sostituito.
Il serraggio controllato permette di applicare il corretto precarico all'elemento filettato regolando la forza di torsione applicata alla chiave in funzione delle caratteristiche della giunzione, quindi in relazione al diametro dell'elemento filettato, delle caratteristiche di resistenza del materiale di cui è costruito e del coefficiente di attrito relativo allo stato di lubrificazione delle superfici del filetto.
I valori di serraggio si ricavano da apposite tabelle. Procedendo con un filetto ben lubrificato dalla pasta antigrippante sceglieremo i valori di una tabella con basso coefficiente di attrito (tipo 0,10nU) poi cercheremo la colonna relativa al grado di resistenza della vite (tipicamente 8.8) ed infine incroceremo con i valori relativi al diametro della vite stessa.
Un corretto serraggio delle viti è fondamentale per la sicurezza e la durata di un accoppiamento flangiato. Uniformità di compressione della guarnizione, uniformità di distribuzione delle tensioni dovute alla spinta della pressione (anche qualche tonnellata, da non sottovalutare), uniformità di tensione sugli elementi di giunzione sono tutte le qualità che garantiscono l'affidabilità, la sicurezza e la durata dell'accoppiamento.
Estratto delle tabelle relative al serraggio di viti in acciaio al carbonio disponibili sul catalogo utensili Facom F08
Facom Guida al serraggio controllato.pdf
Documento Adobe Acrobat [559.5 KB]
Collegamento elettrico ed accensione

Dopo aver ripristinato i collegamenti elettrici di alimentazione delle resistenze, i collegamenti del controllo di livello ed aver verificato la continuità dei collegamenti di terra è possibile procedere alla accensione dell'impianto.
Attenzione le operazioni che seguono deveno essere eseguite esclusivamente da personale classificato come PEI (persona dotata di formazione teorico pratica idonea a svolgere lavori sotto tensione) trattandosi di misurazioni effettuate a meno di 15 cm dalle parti in tensione.
I primi controlli riguardano il corretto funzionamento del regolatore di livello (le resistenze devono rimanere disinserite fino a che non vi sia un livello minimo di acqua che garantisca la completa immersione degli elementi riscaldanti.
La seconda verifica riguarda il livello di acqua raggiunto allo spegnimento della pompa, il corpo del generatore deve conservare uno spazio di accumulo del vapore pari ad almeno il 25% del suo volume totale.
A resistenze inserite si procede alla misurazione della tensione di alimentazione e dell'assorbimento di ciascun elemento, con una pinza per correnti di dispersione è possibile verificare il grado di isolamento delle resistenze in condizioni di esercizio (sottoposte a pressione/temperatura ed immerse nell'acqua). Spesso resistenze che a secco e fredde sembrano avere buone doti di isolamento, una volta messe in esercizio provocano l'intervento dei differenziali a protezione dell'impianto.
Resistenze interrotte e guasti dei teleruttori di comando sono intercettabili con le misure di tensione e assorbimento.
I controlli finali riguardano la tenuta idraulica delle flange e dei raccordi con l'impianto alla massima pressione di esercizio. Trfilamenti sono normalmente individuabili con il rumore generato dalla perdita.
Ultima verifica per la valvola di ritegno della pompa, con la caldaia in massima pressione non devono verificarsi ritorni di vapore verso la pompa che deve rimanere fredda come anche la valvola di ritegno.
Verifica delle connessioni elettriche (Termografia)


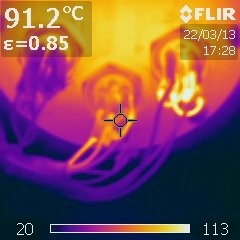
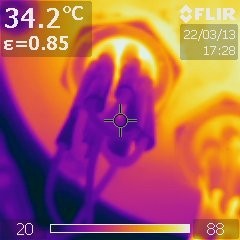
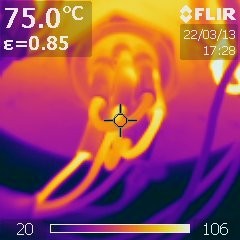
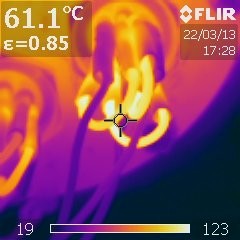

Grazie alla termografia è possibile "vedere" facilmente ciò che è difficilmente misurabile. Questo caso dimostra che se pur apparentemente in ottime condizioni e nonostante le misurazioni risultavano regolari, l'analisi termografica ha messo in evidenza evidenti surriscaldamenti del cablaggio delle resistenze centrale e destra.
Spesso questo problema è riscontrabile sugli elementi resistivi terminati con connettore di tipo faston. Il faston, se pur di ottima qualità, ricotto dalla permanenza ad alta temperatura perde le caratteristiche eleastiche e spesso si ossida nelle esigue superfici di contatto. Quando estratto e riconnesso perde definitivamente la capacità di condurre cosicchè il cavo raggiunge temperature critiche (300/400 °C) perfino per gli isolamenti siliconici che carbonizzano. Anche il rame del cablaggio assume il colore bruno dovuto all'ossidazione avvenuta in conseguenza delle alte temperature.
Diagnosticare per tempo questa problematica rende possibile la riparazione del problema con la sola sostituzione dei faston ed eventualmente della disossidazione del faston maschio del terminale della resistenza. Il persistere del surriscaldamento del cablaggio rende spesso inservibile il terminale della resistenza provocandone il degrado (ossidazione termica) e la distruzione del cablaggio di potenza.